製品や部品に必要とされる機能や品質を考えて現状を分析し、コスト低下につながる代替案を提案するための手法をVA(Value Analysis、価値分析)あるいはVE(Value Engineering、価値工学)といいます。VAは既存の製品に対して改善を行う手法。VEは開発設計段階の手法です。ここではVA、VEの考え方に沿って行われた改善事例を紹介します。
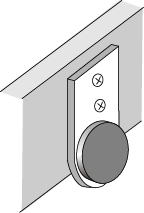
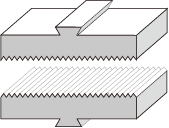
[改善前]
2本のネジで回転を防止していた。
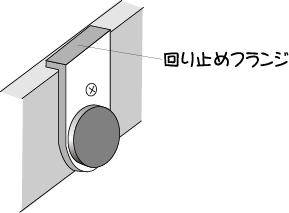
回り止めフランジを付けてネジを1本にした。
取材先 愛知機械工業
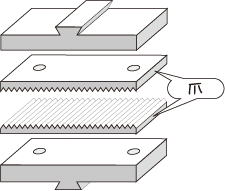
[改善前]
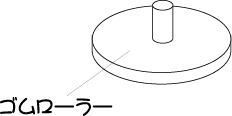
ビデオデッキのアイドラーにはローラーに当たった時のハンチング(はねかえり)を防止するために重りを取りつけていた。

新機種では重りがなくてもハンチングが起こらないことを発見。重りの取り付けを廃止した。
取材先 三洋電機
[改善前]
ドローベンチは爪と接続部が一体構造になっており、全体を特殊鋼で焼入れしていた。
爪の部分だけを特殊鋼で焼き入れすることにした。
取材先 助川電気工業
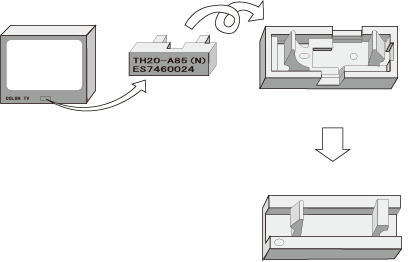
プラスチック製の機種表示パネル脚を弾性の強い材質に替え、キャビネットへ取り付けるための脚の形状を単純化した。
取材先 松下電器産業
取材 1978
掲載先 自己啓発 1978/03
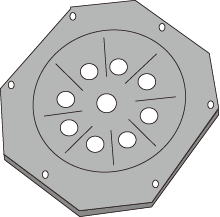
全自動洗濯機の脱水槽の底部に回転軸を支える脱水槽ボスという部品がある。正八角形をしているが、一対の向かい合った2辺の間隔を狭めれば材料費が安くなるのではないかと考えた。
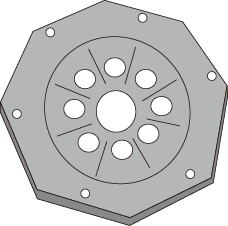
正八角形の形を崩すことで回転させたときにバランスがとれるかどうかが心配されたが、2辺の間隔を狭めたものを回転させたときどんな応力が発生するかを強度解析システムで調べた結果、正八角形の場合とほとんど差がないことが分かった。そこで、脱水槽ボスを図のように変形し小型化した。これによって材料費が約1割削減できた。
取材先 三洋電機
取材 1996/09/30
掲載 燃えよリーダー1996/12
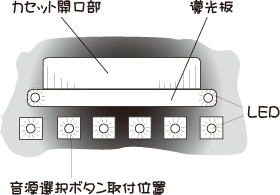
カーオーディオのカセットの開口部には照明のための透明プラスチック部品(導光板)が取りつけられ、その両端には光源となるLEDを配置して開口部を光らせている。また、操作ボタンの裏側にもそれぞれLEDを配置している。
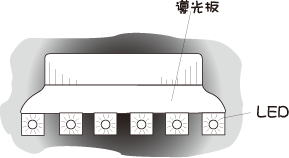
カセットの開口部にとりつけた導光板を操作ボタンの光源にまで伸ばし、操作ボタンの光源とカセットの開口部の光源を共用化して2個のLEDを節減した。
取材先 富士通テン
取材 1996/09/26
掲載先 燃えよリーダー 1996/12
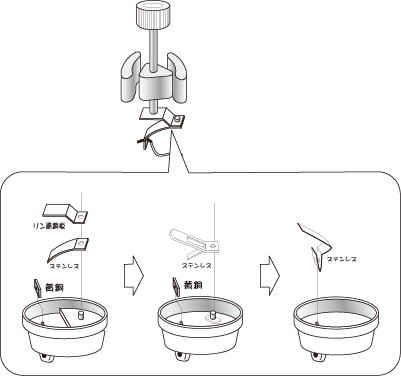
自転車用発電ランプのリード部はスプリングの役目を果たすステンレス部と電動性のよい銅製部品が組み合わさった複雑な形をしていた。
[改善後
ステンレスだけで十分な通電性を得られることを確認し、ステンレスで一体加工した。
取材先 三洋電機
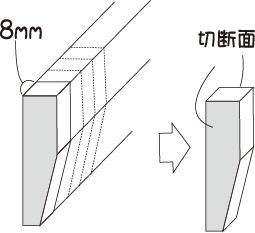
アルミ窓止受をつくるとき、40mmごとに切断し、切断面をバフ仕上げし、アルマイト加工していた。
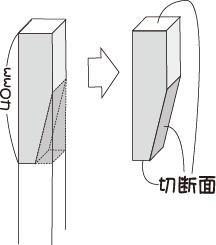
8mmごとに切断することにした。両側は窓枠に隠れるので、バフ仕上げとアルマイト加工が不要になり、コストダウンが図れた。
取材先 アルナ工機養老工場
取材 1982/12/09
掲載先 創意とくふう 1983/03